

Introdução ao mundo versátil dos polissorbatos
Polissorbatos são uma classe de surfactantes e emulsificantes não iônicos que desempenham um papel fundamental na fabricação moderna nas indústrias alimentícia, cosmética e farmacêutica. Derivados de fontes naturais como o sorbitol e ácidos graxos específicos, esses compostos são essenciais para a criação de produtos estáveis e de alta qualidade que atendem às demandas dos consumidores por consistência e desempenho. Como líquidos oleosos e solúveis em água, polissorbatos como Tween 20, 40, 60 e 80 são reconhecidos por sua capacidade de misturar ingredientes imiscíveis, evitar a separação e aprimorar a textura. Este guia analisa as características e aplicações únicas de cada tipo, fornecendo uma compreensão completa de como esses emulsificantes podem beneficiar diversas formulações. Seja para desenvolver um novo produto alimentício, um item cosmético ou uma solução farmacêutica, os polissorbatos oferecem soluções confiáveis para emulsificação, solubilização e estabilização. Ao explorar seus fundamentos científicos e usos práticos, este artigo visa equipar os profissionais da indústria com o conhecimento necessário para tomar decisões informadas sobre a incorporação de polissorbatos em seus produtos.
O que são polissorbatos? A ciência simplificada
Estrutura Química e Origem
Os polissorbatos são sintetizados por meio de um processo de múltiplas etapas que começa com o sorbitol, um álcool de açúcar derivado de fontes naturais como milho ou trigo. Por meio da desidratação, o sorbitol é convertido em sorbitano, que é então etoxilado pela reação com óxido de etileno para formar polioxietileno sorbitano. Este intermediário é posteriormente esterificado com ácidos graxos específicos, resultando no composto polissorbato final. A estrutura química consiste em uma estrutura de sorbitano ligada a cadeias de ácidos graxos e grupos polioxietileno, que conferem propriedades hidrofílicas (que gostam de água) e lipofílicas (que gostam de óleo). Essa natureza anfifílica permite que os polissorbatos atuem como surfactantes eficazes, reduzindo a tensão superficial e facilitando a mistura das fases oleosa e aquosa. Tipicamente, os polissorbatos existem como líquidos viscosos, de cor âmbar a amarela, e seu caráter não iônico os torna compatíveis com uma ampla gama de ingredientes sem causar irritação ou instabilidade. Entender essa base molecular é crucial para entender como os polissorbatos funcionam em diversas aplicações, desde emulsões alimentícias até suspensões farmacêuticas.
Decodificando os números: 20, 40, 60 e 80
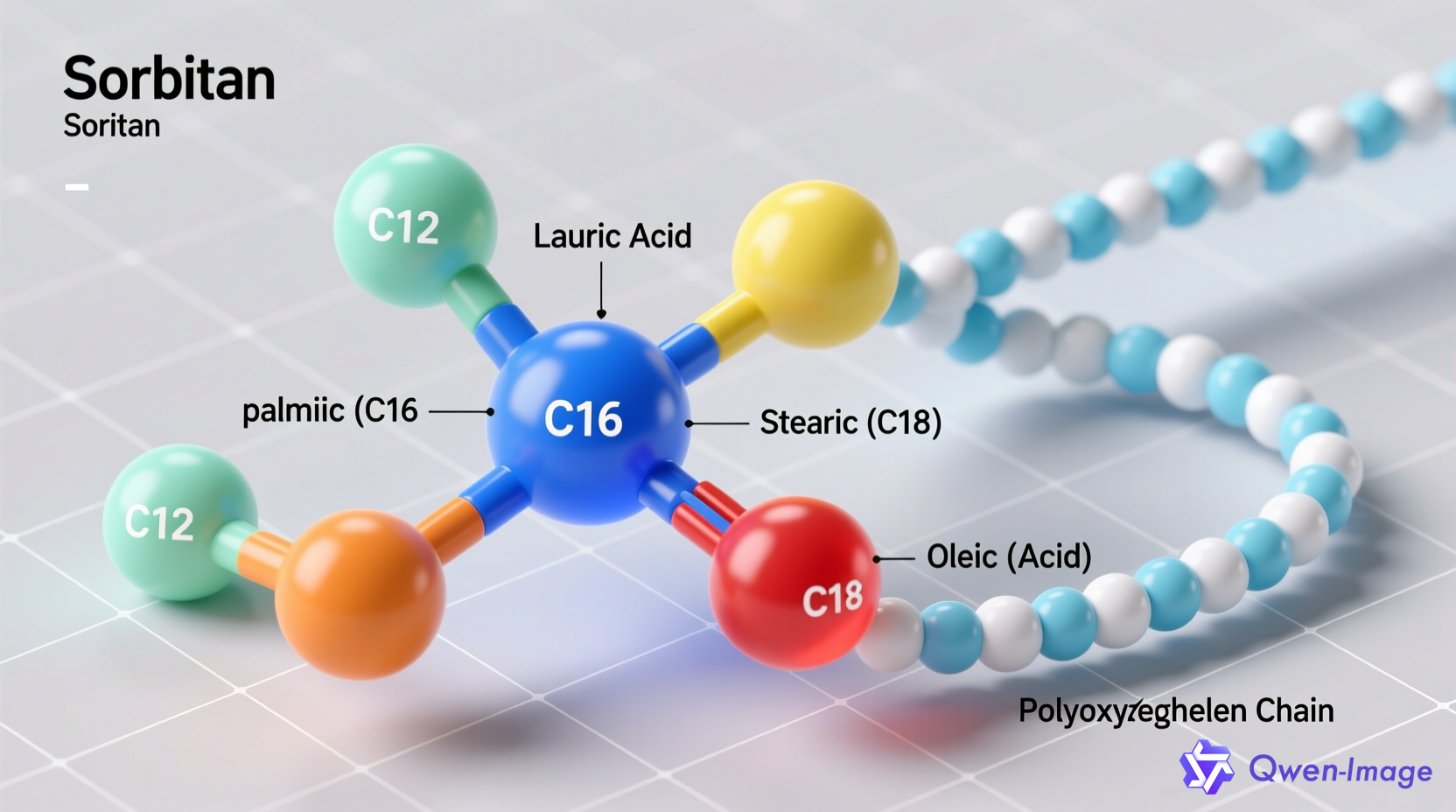
As designações numéricas nos nomes dos polissorbatos — 20, 40, 60 e 80 — correspondem ao tipo de ácido graxo esterificado ao núcleo de polioxietileno sorbitano. Especificamente, o Polissorbato 20 utiliza ácido láurico, o Polissorbato 40 utiliza ácido palmítico, o Polissorbato 60 incorpora ácido esteárico e o Polissorbato 80 contém ácido oleico. Além disso, a parte "polioxietileno (20)" indica que cada molécula contém aproximadamente 20 grupos oxietileno, que contribuem para o equilíbrio hidrofílico-lipofílico (HLB) e as características de solubilidade. Esse sistema de numeração simplifica a identificação e a seleção com base no perfil de ácidos graxos desejado, o que influencia propriedades como ponto de fusão, solubilidade e eficiência emulsificante. Por exemplo, o ácido láurico presente no Tween 20 resulta em menor peso molecular e maior solubilidade em água, tornando-o ideal para aplicações leves, enquanto o ácido oleico presente no Tween 80 oferece melhor compatibilidade com óleos e é comumente utilizado em produtos alimentícios. Ao decodificar esses números, os formuladores podem avaliar rapidamente qual variante de polissorbato melhor atende às suas necessidades, seja para criar emulsões estáveis em cosméticos ou melhorar a textura em produtos de panificação.
Mergulho profundo nos principais polissorbatos e suas aplicações
| Nome | Nome químico | Fonte de ácidos graxos | Valor HLB (aprox.) | Aparência física | Principais aplicações | Propriedades principais | Código de aditivos alimentares | Status de segurança e regulamentação |
|---|---|---|---|---|---|---|---|---|
| Polissorbato 20 | Monolaurato de polioxietileno (20) sorbitano | Ácido láurico (C12) | ~16.7 | Líquido transparente a amarelo claro | - Cosméticos: solubilizante para óleos essenciais - Farmacêutica: estabilizante em emulsões e suspensões - Biotecnologia: agente de lavagem, solubilizante de proteínas - Alimentos: emulsificante de sabor | - Excelente agente umectante - Estável e não tóxico - Boa capacidade de solubilização | E432 | Avaliado como seguro pelo CIR e FDA; não tóxico, amplamente utilizado em cosméticos e alimentos |
| Polissorbato 40 | Monopalmitato de polioxietileno (20) sorbitano | Ácido palmítico (C16) | ~15.6 | Líquido oleoso amarelado | - Emulsificante alimentar - Cosméticos e produtos farmacêuticos - Formulações industriais | - HLB médio; equilibra emulsões de óleo/água - Melhora a textura e a estabilidade | E434 | Aprovado pela FDA e EFSA como aditivo alimentar seguro |
| Polissorbato 60 | Monoestearato de polioxietileno (20) sorbitano | Ácido esteárico (C18) | ~14.9 | Líquido viscoso amarelo-claro a âmbar | - Alimentos: emulsificante para produtos de panificação, sobremesas - Cosméticos: loções, cremes, xampus - Industrial: surfactante em detergentes | - Emulsificante sintético - Prolonga a vida útil dos produtos assados - Melhora a textura e o volume | E435 | Aprovado pela FDA, EFSA, JECFA; considerado seguro |
| Polissorbato 80 | Monooleato de polioxietileno (20) sorbitano | Ácido oleico (C18:1) | ~15.0 | Líquido viscoso âmbar/dourado | - Alimentos: molhos para salada, chocolates, sorvetes - Farmacêutica: solubilizante para ingredientes ativos - Cosméticos: dispersa óleos e pigmentos | - Alta solubilidade - Melhora a suavidade e a resistência ao derretimento - Surfactante não iônico com ampla utilização | E433 | Aprovado pela FDA, EFSA e OMS; não OGM, derivado de vegetais |
Polissorbato 20 (Tween 20): O Solubilizante Suave
O Polissorbato 20, comercialmente conhecido como Tween 20, é derivado do ácido láurico e se caracteriza por suas propriedades surfactantes suaves e alta solubilidade em água. Com um valor de HLB em torno de 16,7, ele se destaca como solubilizante e agente umectante, tornando-se uma escolha preferencial em cosméticos para incorporar óleos essenciais, fragrâncias e corantes em formulações à base de água, como loções, xampus e produtos de limpeza facial. Na indústria farmacêutica, o Tween 20 é inestimável para estabilizar emulsões e suspensões, bem como em aplicações bioquímicas, como imunoensaios e lise celular, onde ajuda a solubilizar proteínas de membrana sem desnaturá-las. Sua baixa toxicidade e estabilidade sob diversas condições aumentam ainda mais seu apelo, com órgãos reguladores como a Cosmetic Ingredient Review (CIR) afirmando sua segurança para uso tópico. Em aplicações alimentícias, ele serve como agente umectante em gotas bucais saborizadas, garantindo a distribuição uniforme dos ingredientes e uma sensação agradável na boca. No geral, a versatilidade e a natureza suave do Polissorbato 20 o tornam um produto fundamental em produtos que exigem solubilização precisa e irritação mínima.

Polissorbato 80 (Tween 80): O emulsificante completo
O Polissorbato 80, ou Tween 80, é formulado com ácido oleico e possui um valor de HLB de aproximadamente 15, posicionando-o como um emulsificante altamente eficaz para um amplo espectro de aplicações. Sua capacidade de dissolver ingredientes sólidos e criar emulsões estáveis de óleo em água o torna indispensável na indústria alimentícia, particularmente na produção de sorvetes, onde confere uma textura suave, reduz a formação de cristais de gelo e aumenta a resistência ao derretimento em concentrações de até 0,5%. Da mesma forma, em molhos para salada e chocolates, previne a separação e garante um produto consistente. Em cosméticos, o Tween 80 é usado para misturar óleos e água em produtos de limpeza da pele, produtos para os cabelos e maquiagem, enquanto em produtos farmacêuticos, atua como um agente dispersante para ingredientes ativos em comprimidos e suplementos. De origem vegetal e livre de organismos geneticamente modificados, ele atende às preferências do consumidor por ingredientes naturais e seguros. Sua cor âmbar e consistência viscosa não comprometem a funcionalidade, e sua aprovação por agências como FDA e EFSA reforça sua confiabilidade. As capacidades completas do Polissorbato 80 o tornam um emulsificante ideal para formuladores que buscam versatilidade e desempenho em todos os setores.
Polissorbato 60 (Tween 60): O especialista em panificação e cuidados pessoais
O polissorbato 60, conhecido como Tween 60, é sintetizado a partir do ácido esteárico e apresenta um valor de HLB de cerca de 14,9, tornando-o particularmente eficaz em produtos de panificação e cuidados pessoais. No setor alimentício, é amplamente utilizado para melhorar o volume, a textura e a vida útil de produtos assados, como pães, bolos e sobremesas congeladas, garantindo a distribuição uniforme de gorduras e umidade. Como emulsificante, previne a separação de óleo e água, contribuindo para uma migalha macia e frescor prolongado. Em cosméticos, o Tween 60 atua como surfactante, emulsificante e agente dispersante em loções, cremes, xampus e maquiagem, ajudando a distribuir uniformemente fragrâncias, óleos essenciais e corantes, ao mesmo tempo em que potencializa a ação de limpeza, reduzindo a tensão superficial na pele. Frequentemente misturado com emulsificantes de baixo HLB, como o estearato de sorbitana, permite valores de HLB personalizados para se adequar a tipos específicos de emulsão, seja óleo em água ou água em óleo. Aprovado por autoridades regulatórias como FDA, EFSA e JECFA, o Polissorbato 60 é reconhecido como seguro para consumo e uso tópico, consolidando seu papel como especialista em aplicações onde estabilidade e textura são fundamentais.
Por que escolher polissorbatos? Principais benefícios funcionais
Emulsificação e estabilidade superiores
Um dos principais motivos para a escolha de polissorbatos é sua excepcional capacidade de criar e manter emulsões estáveis. Ao reduzir a tensão interfacial entre as fases oleosa e aquosa, os polissorbatos previnem a coalescência e a separação, resultando em produtos homogêneos que mantêm sua integridade ao longo do tempo. Em alimentos como maionese e molhos para salada, isso garante uma consistência cremosa e prazo de validade prolongado, enquanto em cosméticos como hidratantes e bases, garante uma aplicação suave e cobertura uniforme. A natureza não iônica dos polissorbatos permite que eles funcionem efetivamente em uma ampla faixa de pH e na presença de eletrólitos, tornando-os adequados para diversas formulações. Além disso, sua compatibilidade com outros emulsificantes permite efeitos sinérgicos, aumentando a estabilidade geral sem comprometer os atributos sensoriais. Essa capacidade emulsificante é respaldada por décadas de uso industrial, demonstrando que os polissorbatos oferecem consistentemente um desempenho confiável na prevenção da separação de fases e na melhoria da qualidade do produto.
Solubilização e Dispersão Eficazes
Os polissorbatos se destacam na solubilização de substâncias hidrofóbicas, como óleos, fragrâncias e ingredientes ativos, em sistemas aquosos, garantindo distribuição uniforme e maior biodisponibilidade. Essa propriedade é crucial na indústria farmacêutica, onde os polissorbatos ajudam a dissolver fármacos pouco solúveis, melhorando sua eficácia e estabilidade em formulações como injeções e suspensões orais. Em cosméticos, eles permitem a incorporação de óleos essenciais e corantes em produtos à base de água, resultando em efeitos vibrantes e duradouros sem sedimentação. O processo de solubilização envolve a formação de micelas, onde as partes lipofílicas dos polissorbatos encapsulam gotículas de óleo, permitindo que elas se dispersem uniformemente na água. Isso não apenas melhora a estética do produto, mas também aprimora sua funcionalidade, como no caso de xampus e sabonetes líquidos, onde os polissorbatos auxiliam na remoção de sujeira e oleosidade, reduzindo a tensão superficial. Ao facilitar a dissolução e a dispersão de ingredientes desafiadores, os polissorbatos contribuem para o desenvolvimento de produtos mais eficientes e eficazes em todos os setores.
Textura e desempenho aprimorados do produto
Além da emulsificação e solubilização, os polissorbatos melhoram significativamente a textura, a sensação na boca e o desempenho geral dos produtos finais. Em aplicações alimentícias, contribuem para uma consistência mais suave e cremosa em sorvetes, previnem o endurecimento em produtos assados e aumentam a espalhabilidade em confeitos. Por exemplo, o uso de Polissorbato 80 em sorvetes reduz a formação de gelo e melhora a capacidade de colher, enquanto o Polissorbato 60 em pães aumenta o volume e a maciez. Em cosméticos, os polissorbatos conferem uma sensação não oleosa a loções e cremes, melhoram a ação espumante de produtos de limpeza e garantem uma distribuição uniforme da cor em maquiagens. Sua capacidade de modificar as propriedades reológicas também auxilia na eficiência do processamento, como bombeamento e mistura mais fáceis durante a fabricação. Essas melhorias não apenas atendem às expectativas do consumidor em relação à qualidade, mas também prolongam a vida útil do produto, reduzindo o desperdício e aumentando a satisfação. Ao otimizar a textura e o desempenho, os polissorbatos agregam valor tangível às formulações, tornando-os indispensáveis em mercados competitivos.

Segurança e conformidade regulatória de polissorbatos
Os polissorbatos estão sujeitos a rigorosas avaliações de segurança e são geralmente reconhecidos como seguros pelos principais órgãos reguladores em todo o mundo, incluindo a Food and Drug Administration (FDA) dos EUA, a Autoridade Europeia para a Segurança dos Alimentos (EFSA) e o Comitê Conjunto de Especialistas em Aditivos Alimentares da FAO/OMS (JECFA). Extensos estudos toxicológicos confirmaram que, quando usados dentro dos limites recomendados, os polissorbatos apresentam risco mínimo à saúde humana em aplicações alimentícias, cosméticas e farmacêuticas. Por exemplo, a Cosmetic Ingredient Review (CIR) avaliou polissorbatos como Tween 20 e Tween 60 e os considerou seguros para uso tópico, citando baixo potencial de irritação e perfis de segurança favoráveis. Em alimentos, os polissorbatos recebem números E (por exemplo, E433 para Polissorbato 80) e são aprovados para uso em vários produtos, com níveis máximos de uso especificados para garantir a segurança do consumidor. Além disso, muitos polissorbatos são derivados de fontes vegetais não transgênicas, alinhando-se às tendências em direção a ingredientes naturais e sustentáveis. Ao aderir a essas diretrizes regulatórias, os fabricantes podem incorporar polissorbatos com confiança em suas formulações, sabendo que eles atendem a altos padrões de segurança e conformidade.
Conclusão: Faça uma parceria com a FoodEmul.com para suas necessidades de emulsificantes
Em resumo, emulsificantes de polissorbato como Tween 20, 40, 60 e 80 oferecem benefícios incomparáveis em termos de emulsificação, solubilização e aprimoramento de produtos nas indústrias alimentícia, cosmética e farmacêutica. Cada variante apresenta propriedades únicas adaptadas a aplicações específicas, desde a suave ação solubilizante do Polissorbato 20 até as capacidades emulsificantes completas do Polissorbato 80 e os usos especializados do Polissorbato 60 em panificação e cuidados pessoais. Sua segurança e aprovação regulatória reforçam ainda mais sua confiabilidade como ingredientes de escolha. Na FoodEmul.com, temos o compromisso de fornecer polissorbatos e ésteres de sorbitano de alta qualidade e grau alimentício, com o suporte especializado para ajudá-lo a selecionar o emulsificante ideal para seus desafios de formulação. Seja desenvolvendo um novo produto ou otimizando um já existente, nossa equipe está aqui para auxiliar com orientação técnica e fornecimento confiável. Aproveite a versatilidade dos polissorbatos e eleve seus produtos com as soluções confiáveis da FoodEmul.com.